|
   |
|
Page 5 |
Newsletter 118, Autumn 2017 © Hampshire Mills Group |
|
Wessex Flour Mill, Wantage
Ruth Andrews,
pictures by Keith Andrews |
|
Wessex Mill Clarks (Wantage) Ltd now
operate what is believed to be the smallest
roller-milling still in commercial use in the UK.
Nevertheless it now processes 30 tons of wheat a
day, 5 days a week, with 35 staff working two shifts
a day, 16 hours in total, and producing flour at the
rate of 2 tons per hour. 800-900 tons of wheat are
stored on-site at any one time. Its 29 varieties of
flour are sold wholesale worldwide to craft bakers
and directly to the public. It is clearly a very
thriving business. 10000 tons of wheat are grown
and collected yearly from a 30-mile catchment area;
in addition about 10% of Canadian wheat is also used
as it is a harder grain with the higher gluten
content needed for bread making.
|
|

Grain straight from
the combine harvester is cleaned in a venerable
Robinson separator (above) which uses airflow and
sieves to remove straw, clods of earth, stones and
so on, and in a much more modern cylindrical trieur
separator (right) which removes non-wheat seeds.
|

|
|
The grain’s moisture
content is then adjusted (conditioned) 24 hours
before it is transported in modern pneumatic
conveying pipes to the 1935 Henry Simon roller
mills, which came from a mill in Glasgow which
closed. These 80-year old machines run slowly and
quietly with the minimum of maintenance, which means
that the flour produced isn’t heated as much as in a
more modern plant. This has allowed the mill to
establish a very successful niche market as its
flour has a significantly different taste which
appeals to craft bakers.
|
 |
 |
Mill
manager Richard Sampford who showed us round very
kindly opened several of the working roller sets to
show us the different stages of breakdown of the
grain. The mill has 4 fluted break rolls to allow
wheatgerm and bran to be extracted and 8 smooth
reduction rolls to gradually turn the endosperm into
semolina, middlings, and ultimately flour. After
passing through each roll the different sizes of
particles are sieved in the plansifters upstairs.
The picture below left shows the result of the
sieving.
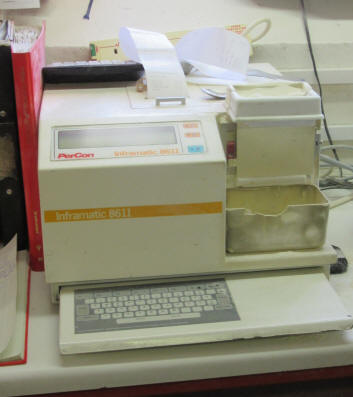
The
flour is tested hourly using a near-inframatic
analyser (below right) to monitor protein
content, moisture, colour, and so on.
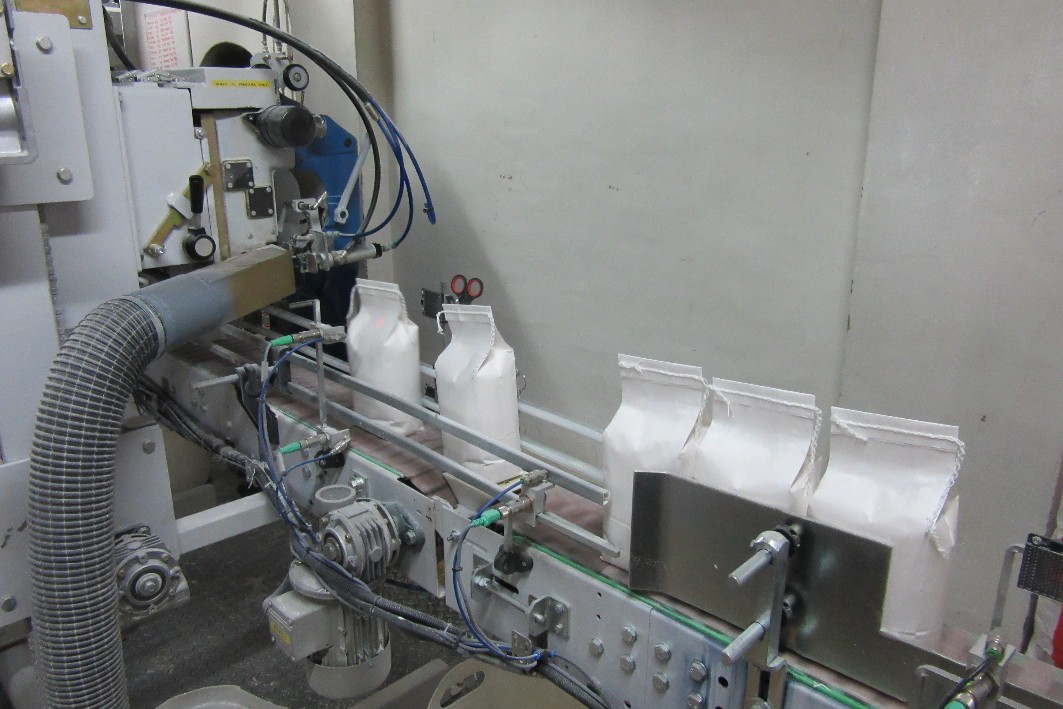
Once the flour has
been produced it is blended, after which it is
weighed, bagged (in pre-labelled 16kg sacks for
wholesale and 1.5kg bags for public sale), stitched
(both sacks and bags), and date-stamped. All the
machinery used for these processes is modern and
custom-built, although quite a few of the 29
varieties of flour have additional ingredients which
are mixed manually in small batches.
|
 |
 |
 |
 |
|
I would like to
thank Richard for giving us such an informative and
thorough tour, also the various staff members who
allowed us to get in their way and obstruct
progress. Congratulations and thanks to Sheila
Viner for arranging such a fascinating visit. The
mill can only easily handle groups of 10 or less.
For more information
about
Wessex Mill Clarks (Wantage)
Ltd, all the flours they produce, and the history of
the Munsey family who own the business visit
wessexmill.co.uk
|
|
 |

Sacks and bags showing the large number of varieties
of flour,
and the eye-catching design on them
which features King Alfred, who was born in Wantage
|
|
|


